哪些因素(sù)造成可曲撓橡膠(jiāo)接頭的收縮
信息來源: 時間:2015-11-12 8:26:45 標簽:可曲撓橡膠接頭 可曲撓橡膠(jiāo)接(jiē)頭廠家 可曲撓橡膠接頭價格
可曲撓(náo)橡膠接頭泵閥與管道設備之(zhī)間的軟性接頭,有很好的減震減噪,補償作用,生產工藝精湛。但(dàn)在生產過程中也會出現(xiàn)很多問題,今天就給大家介紹一下可曲撓(náo)橡膠接頭的收縮問題,造成收縮問題有哪幾個方麵。
造成可曲撓橡膠接頭收縮問題主要表現(xiàn)在以下幾點:
一、注塑模具;多澆口模具要調整各澆口的充模速度,最好對稱開(kāi)設澆口(kǒu)。模具的關鍵部位應有效地設置冷卻水道,保證模具的冷卻對消除(chú)或減(jiǎn)少收縮起著很好(hǎo)的效果。整個(gè)模具應不(bú)帶毛刺且具有合模密封性,能(néng)承(chéng)受(shòu)高壓、高速、低黏度熔料的充模。
二、注(zhù)塑設(shè)備;供料不足,注(zhù)塑機螺杆或柱(zhù)塞磨損嚴(yán)重,注射及保壓時熔料發生漏流,降低了充模壓(yā)力(lì)和料量(liàng),造成熔料不足。噴嘴孔太大或太小。太小則容易堵塞進料通道,太大(dà)則將使射力小,充模發生困難。
三、生產工藝;增(zēng)加注射壓力(lì),保壓壓力,延長注射時間。對於流動性大的塑料,高壓會(huì)產生飛邊引起塌坑應適當降低料溫,降低機筒前段和噴嘴溫度,使進入型腔的熔料容積變(biàn)化減(jiǎn)少,容易冷固;對於高黏度塑料,應提高機筒溫度(dù),使充模容易。收縮發生在澆口(kǒu)區域時應(yīng)延(yán)長(zhǎng)保壓時間。提高注(zhù)射速度可以較方便地(dì)使(shǐ)製件(jiàn)充滿並消除大部分(fèn)的收縮。薄壁製件應提高模具溫度,保證料流順暢;厚(hòu)壁製(zhì)件應減低模溫以加速表皮的固化定型。延長(zhǎng)製件在模內冷(lěng)卻停留時間,保持均勻的生產周期,增加背壓,螺杆前段保留一定的緩衝墊等均有利於減少收縮現(xiàn)象。低精度製品應及早出模(mó)讓其在空氣中(zhōng)或熱水中緩慢冷卻,可以使收縮凹陷平緩又不影響使用(yòng)。
四、原料(liào)問題:原料太軟易發生凹陷,有效的方(fāng)法是在橡膠接頭注塑過程中加入成核(hé)劑以加快結晶。
橡膠(jiāo)接(jiē)頭 撓性橡膠(jiāo)接頭…
橡膠接頭、卡箍橡膠接頭、大翻邊橡(xiàng)膠接頭91精品视频在线橡(xiàng)膠接頭廠家,專業生產,量大從優!
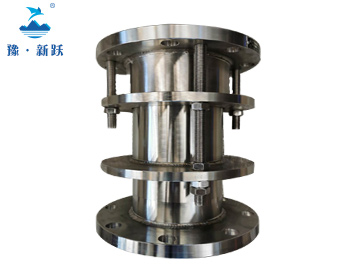
不鏽鋼雙法蘭限位伸縮…
不鏽(xiù)鋼雙法蘭伸縮接頭是由本體、密封圈、壓(yā)蓋(gài)、伸縮短管等主要部件組成。在鬆(sōng)套(tào)伸縮接頭原有性能的基礎上增設(shè)限位裝置,在最大伸縮量(liàng)處用雙螺母鎖(suǒ)定。管(guǎn)道在允許的伸縮量中可以自由(yóu)伸縮,一旦超…
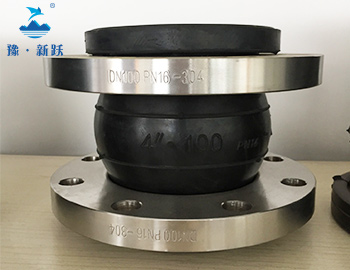
可曲撓橡膠接頭
可曲撓橡膠接頭簡介可曲撓橡膠接頭又叫做橡膠管軟接頭、柔性橡膠接頭、橡膠軟接頭、橡膠接頭、高壓(yā)橡膠接頭、橡膠減震器、補償器等。按連接方式分(fèn)鬆套法蘭(lán)式、固定法蘭式和螺紋式3種;按結構可分…

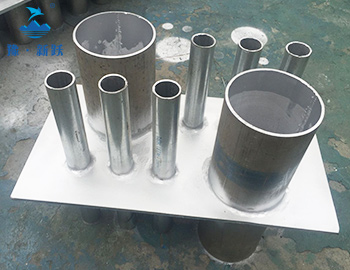
人防穿線密閉套管
穿線密閉套管說明:1、當迎水麵為腐蝕性介(jiè)質時(shí),可采(cǎi)用封(fēng)堵材料將縫隙封堵;2.套管穿牆處如遇非混凝土牆壁時,應局部改用(yòng)混凝土牆壁(bì),其澆注範圍應比翼環直徑(jìng)(DS)大200,並且必須將套管一次澆固…



 微信
微信